
23. Vízrakéta: nagyméretű nyomásálló „üzemanyag-tartály” készítés lehetőségei
Előző posztban: PET palack nyomásállóság növelés lehetőségei bandázsolással, szóba jöhető bandázs anyagok, technikák és azok jellemzői.
Folytassuk!
Legegyszerűbb esetben rakétatest akár egyetlen 0,33 literes palackból is állhat. Ezek jellemzően gyerekjátéknak alkalmasak. Éppen gyerekek biztonsága, esetleges túlpumpálás miatti robbanásszerű széthasadás megelőzése érdekében még ezeket is célszerű előző posztokban írtak szerint megerősíteni, minimum abroncsolni.
(a) Nagyobb űrtartalmú nyomásálló „üzemanyagtartály” készítés lehetőségei
Nagyobb teljesítményű – és ehhez szükségképpen nagyobb méretű – vízrakéta vagy előzőek szerint készített modulokból, vagy több PET palack egyetlen nagy palackká való összeragasztásával állítható elő.
Moduláris kialakítás kétségtelen előnye, hogy esetleges „gyártási hiba”, vagy használat közbeni sérülés esetén csak érintett modult kell cserélni. Így e megoldás „kezdőknek” javasolt.
Egyterű kialakítás nagy előnye, hogy ugyanazon űrtartalom rövidebb és könnyebb rakétával érhető el, hiszen „kiesik” modulok illesztésénél elkerülhetetlen csavaros palacknyakok és illesztőelemek súlya és hossza, valamint modulillesztési helyek légellenállásának csökkentése érdekében célszerűen alkalmazandó PET palástok súlya. Ugyanakkor egyterű rakétatest készítése kiemelten gondos munkát követel, hiszen egyetlen hibás ragasztás miatt egész rakétatestet tönkre teheti… Márpedig hibás ragasztás javítása egyáltalán nem – vagy csak nagy nehézségek árán – lehetséges… E megoldás gyakorlottabbaknak, megbízhatóbb ragasztási technológiával rendelkezőknek javasolt.
Előző posztok bemutatták modulok készítésének, ragasztásának módját.
(b) Nagyobb űrtartalmú nyomásálló „üzemanyagtartály” készítése: modulokat összekapcsoló csavaros illesztőelem
3-4 db nyomáspróbázott modul összeépíthető egyetlen nagyteljesítményű rakétatestté. Ehhez nyomásálló, mindkét oldalon csavarmenetes illesztőelemekre van szükség.
Csavaros illesztőelemek alapja PET palack kupakja, de akár gyógyszertári kupak is megfelel.
Csavaros illesztőelem készítés lépései:
(b1) Kupakfedelek szükség szerinti síkba csiszolása
Légtömörség és ragasztás tartósság alapvető feltétele, hogy kupakfedelek széleiken lehető legnagyobb mértékben egymásra simuljanak. Ehhez kupakfedelek esetleges görbületei csiszolással megszüntetendők.
Kupakfedelek síkba csiszolása
Tetejének sík felülete miatt vízrakéta célra különösen jól használható 100 ml-es üveghez Gyógyszertárban kapható kupak.
(b2) Kupakok ragasztás előtti portalanítása, zsírtalanítása
Mint PET palackok ragasztásánál már láttuk, légtömörséghez szükséges hibamentes ragasztás előfeltétele ragasztandó felületek előzetes portalanítása és acetonos zsírtalanítás.
(b3) Kupakok összeragasztása
Összeragasztás fontos eleme kupakok egytengelyűségének biztosítása. Alkalmas segédeszköz lehet pl. kis satu, melynek kissé kinyitott pofáira támasztva kupakok pozicionálása könnyebb.
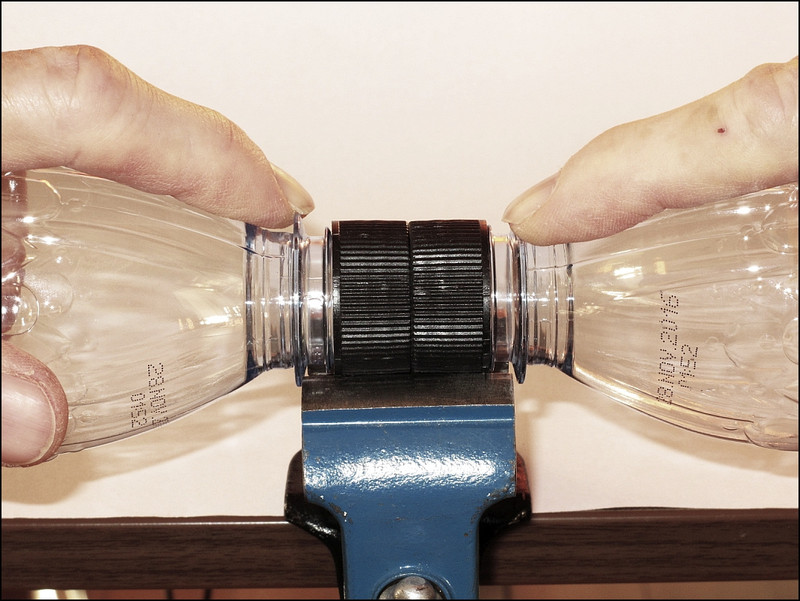
Ragasztás (egytengelyűség érdekében satu pofákra való támasztás mellett)
(b4) 1. fúrás
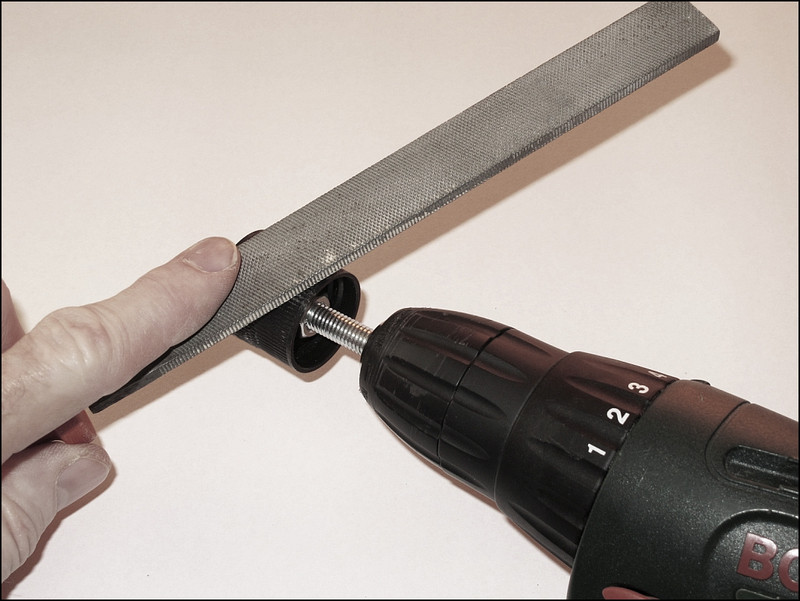
Csavaros illesztőelem készítés további lépéseit segíti, ha összeragasztott kupakok jobban megfoghatók. Ehhez célszerű kupak fedelek középpontjában lyukat fúrni, majd ebbe hosszú szárú csavart rögzíteni (min. Ø 6 mm-eset). Ezzel jobban kézbe fogható, sőt akár csavarozógép tokmányába is befogható.

Ideiglenes csavaros „fogantyú”
(b5) Palást csiszolása
Nagy nyomás miatti feszítő erőt két kupak lehető legerősebb egymáshoz ragasztásával lehet kezelni. Erős kötéshez lehető legnagyobb felület szükséges. Ennek érdekében kupakok teteje mellett célszerűen palástjaik is összeragasztandók. E célt szolgálja mindkét kupak palástját beborító „gallér”
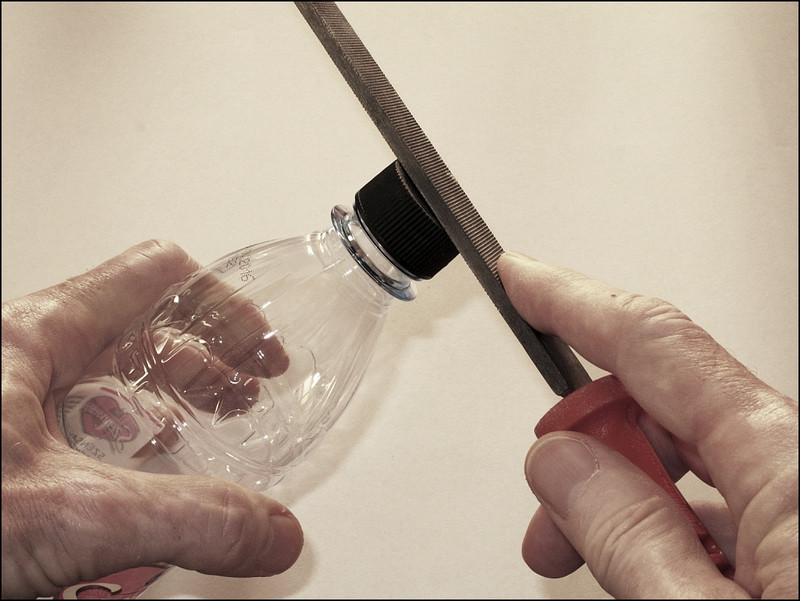
Kupak palástok és „gallér” lehető legnagyobb felületen való illeszkedéséhez kupakok recéi lehető legjobban síkba csiszolandók (reszelendők).
Ezt segítheti kupakok ideiglenes csavaros „fogantyújának ”befogása pl. csavarozógépbe. Ezt bekapcsolva síkba csiszolás (reszelés) gyorsan elvégezhető.
Palást „síkba” csiszolása
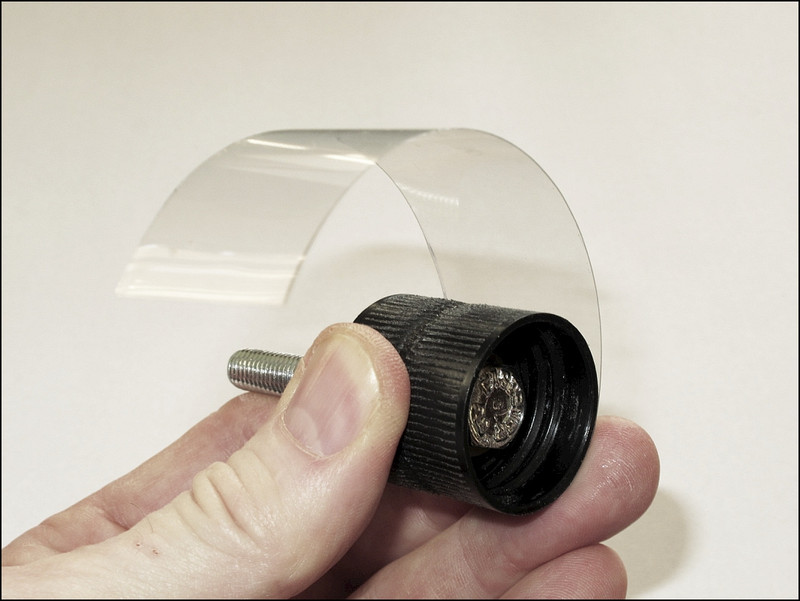
(b6) „Gallér” elkészítése
Előző pont szerinti „gallér” ugyancsak PET palack anyagából kivágandó olyan méretű csík, mely teljes egészében képes kupakokat körbe ölelni, síkba hozott kupak palástokra rásimulni.
(b7) Palást és gallér ragasztás előtti portalanítása, zsírtalanítása
Ragasztás előtt szokás szerint elvégzendő ragasztandó felületek tisztítása (portalanítás, acetonos zsírtalanítás).
(b8) Gallér ragasztása
Mind kupak palástokra, mind „galléra” felviendő ragasztó, majd „gallér” szorosan kupak palástokra simítandó. Ragasztó megkötése után „gallér” felesleges részei levágandók.
„Gallér” ragasztása kupak palástokra
(b9) 2. fúrás (reszelés)
Csavar kiszedése után lyuk felfúrandó végleges átmérőre. Ennek szükséges mérete döntés kérdése. Minimális átmérője 10-12 mm legyen annak érdekében, hogy kilövéskor ne akadályozza hirtelen kiáramló víz/hab/levegő útját.
Későbbi posztban részletezendő ún. indítócső alkalmazása esetén fúrandó lyuk mérete célszerűen annyi, mint palacknyak belső átmérője (Ø 22 mm).

Csavaros illesztőelem lyuk végleges méretre reszelése
(c) Modulok összeépítése
Csavaros illesztőelemek modulokkal együtt ugyanúgy nyomás alá kerülnek, így „éles” használat előtt csavaros illesztőelemeket is célszerű nyomáspróbázni.
Maximális légtömörség érdekében összecsavarozás előtt modulok csavaros meneteit célszerű betekerni vízszerelésben alkalmazott néhány menetnyi teflon tömítő szalaggal.
Modulok összecsavarozásakor is fontos szempont létrejövő rakétatest egytengelyűsége. Palacknyakak és csavaros illesztőelemek legkisebb deformitása is eltérést eredményezhet. Ezért ténylegesen szükségesnél célszerű több csavaros illesztőelemet készíteni, hogy legyen mód próbálkozással megtalálni ideális modul-illesztőelem kombinációt.
Légellenállás csökkentése érdekében modulok csavaros illesztési helyeit érdemes palásttal körbevenni. Palást ugyancsak PET palackból készíthető.

Modulok csavaros illesztőelemes összekötési helyeinek palásttal való burkolása
3-4 modulból már komoly rakétatest állítható össze. Alábbi videó modulokból álló vízrakéta kilövésekre mutat példákat.
Csavaros illesztőelemekkel egymáshoz kapcsolt modulokból álló vízrakéta repülése
(d) Egyterű nyomásálló „üzemanyagtartály” több palack összeragasztásával
(a) pontban bemutattam egyterű nyomásálló „üzemanyagtartály” előnyeit és hátrányait moduláris kialakításhoz képest.
Lássuk hogyan készíthető egyterű nyomásálló „üzemanyagtartály”?
Először is jó sok PET palack kell hozzá… :) Úgy lehet kalkulálni, hogy ugyanazon „tartályhossz” eléréséhez moduláris kialakításhoz szükséges palackmennyiségen túl csavaros illesztési helyenként további 1-1 PET palackra van szükség. Azaz 3 db 2-2 palackból készült modulból álló – azaz 2 db csavaros illesztési helyet tartalmazó – rakétatest hosszával egyenértékű egyterű rakétatesthez 3x2+2=8 db PET palack szükséges.
Alábbi képek Bomba! energiaital palackjaiból álló egyterű „üzemanyagtartály” készítését mutatják be.
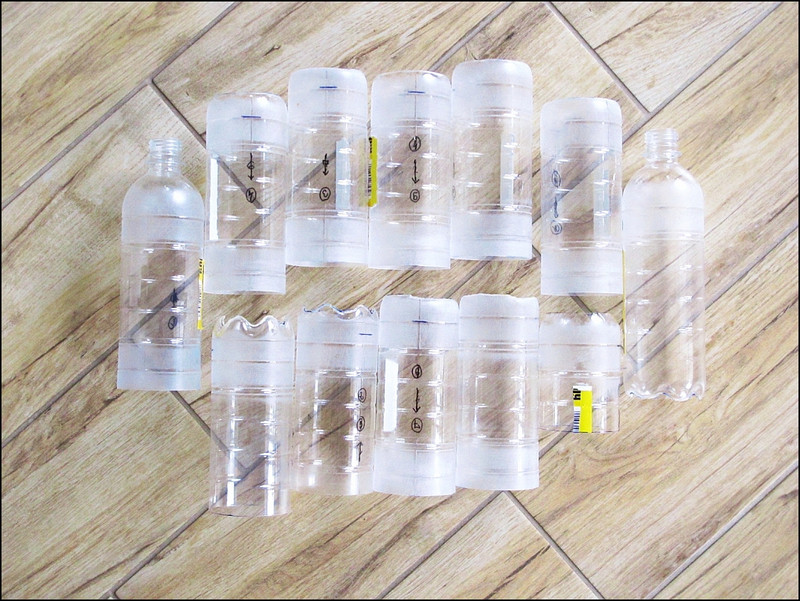
Vágott és leendő ragasztási helyeken felcsiszolt Bomba! palackok
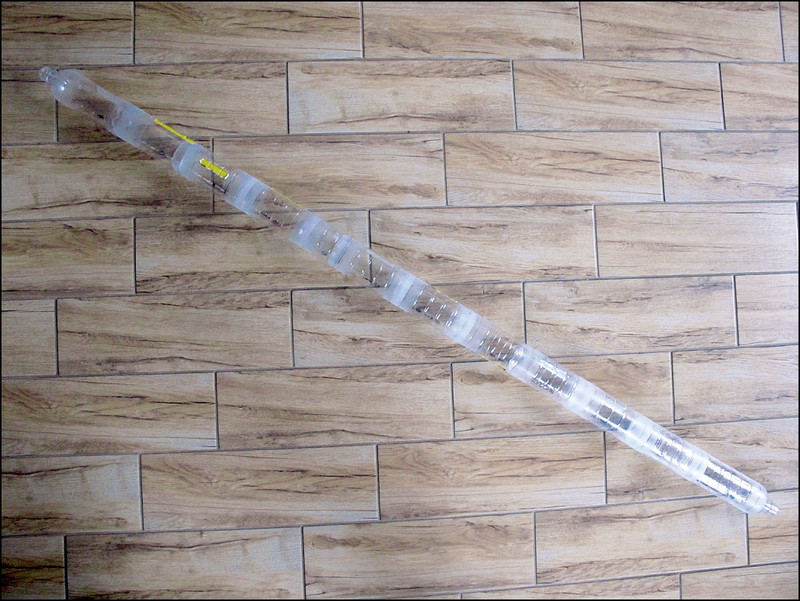
Egymáshoz ragasztott Bomba! palackok
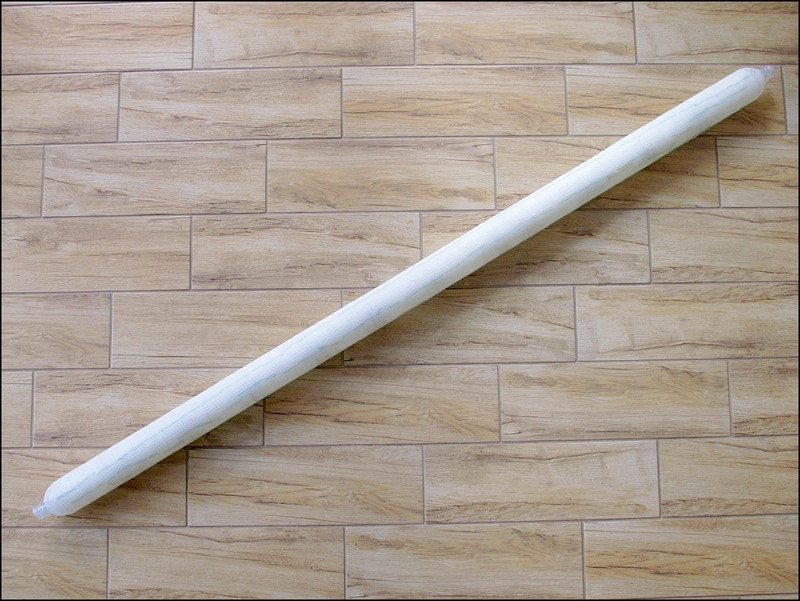
Bandázsolás és abroncsolás utáni állapot

Kész – „szuper erős” ragasztószalaggal is burkolt – egyterű nyomásálló „üzemanyagtartály”
(e) Többlépcsős vízrakéta
„Igazi” rakétákhoz hasonlóan vízrakéta is állhat több fokozatból. Ugyanakkor vízrakéta esetében nem bizonyított, hogy többlépcsős rakéta magasabbra repülne, mint gondosan tervezett és kivitelezett egyfokozatú rakéta… Valószínűleg nem lehet véletlen, hogy vízrakéta magassági rekordokat sem többlépcsős rakéták tartják…
Magam még nem készítettem többlépcsős vízrakétát, így érdeklődők számára csak alábbi „idegen” példát tudom mutatni…
Többlépcsős vízrakéta repülése
(f) Évzárás
Jelenlegi poszt 2016-ban utolsó... Lássuk vízrakétások világszerte mire jutottak ezévben?
Vízrakétás összefoglaló 2016
És végül még egy kis Szilveszteri móka: földi "vízrakéta"... :)
Ja, és blog 2017-ben is folytatódik. Tarts velem!
Földi "vízrakéta" :)
Következő poszt: Fúvóka




